ARMATURENKUNDE
1. Ein kleiner Auszug aus der Geschichte der KARASTO Armaturenfabrik Oehler GmbH, Fellbach
– Die Geschichte der GEKA-Schnellkupplung
Der Name KARASTO ist mit dem Begriff Wasserschlauch-Armaturen eng verbunden. KARASTO wurde 1928 in Stuttgart-Gablenberg von Herrn Julius Oehler gegründet. Schon relativ früh in der Geschichte unseres Hauses, im Jahr 1931, wurde die GEKA-Schnellkupplung von Herrn Oehler entwickelt. Er hatte die Idee, die Giersberg-Feuerlöschkupplung (um die Jahrhundertwende die Vorgängerin der heutigen Storzkupplung) durch eine entsprechende Verkleinerung und Modifizierung für konventionelle Wasserschläuche einsetzbar zu machen. Das Markenzeichen „GEKA“ leitet sich von dem Firmennamen Giersberg = GE und KARASTO = KA ab. 1932 wurde für die GEKA-Schnellkupplung das Patent erteilt. Mit der Entwicklung der GEKA-Schnellkupplung wurde der Grundstein für ein mehr denn je erfolgreiches Schlauchschnellverbindungssystem gelegt. Mit der Weiterentwicklung der GEKA-Schnellkupplung zurGEKA plus Schnellkupplung erfuhr dieses geniale System 1999 eine 100%ige Verbesserung seiner technischen Daten.
Das Fertigungsprogramm Anfang der 30er Jahre war schon sehr umfangreich und viele Artikelgruppen sind, teilweise abgewandelt, auch in unserem heutigen Programm zu finden. Neben den Wasserschlauch-Armaturen wurden Pressluft-Armaturen, Gasschweiß-Armaturen und Verstäuberdüsen gefertigt. Für eine Armaturen-Fabrik untypisch waren auch Verbindungsteile aus Spezialbronze und Kupfer für elektrische Freiluftleitungen in unserem Programm zu finden. In den 30er Jahren wurden auch die ersten Verbindungen zu Händlern geknüpft und, darauf sind wir stolz, viele gehören noch heute zu unserem aktiven Kundenstamm. Das anfänglich kleine Unternehmen entwickelte sich ständig weiter und 1951 erfolgte der Umzug nach Fellbach in das neu geschaffene Fabrikations- und Verwaltungsgebäude. Über die Jahre hinweg wurde das Lieferprogramm durch neue Artikel sinnvoll ergänzt, das bereits bestehende Programm wurde ausgebaut.
Das KARASTO-Armaturenprogramm in seiner heutigen Ausprägung deckt einen weiten Bereich des Armaturenbedarfes unterschiedlicher Branchen ab.
Durch verstärkte Entwicklungstätigkeiten im Hause KARASTO entstand 1997 das Luftbefeuchtungssystem DVS. Dieses geniale System kann zur Regulierung und Konstanthaltung der Luftfeuchtigkeit in vielen Bereichen eingesetzt werden. Im Jahre 2001 wurde ein Zentraldosiersystem zur Versorgung von bis zu 12 Abnahmestellen mit unterschiedlichen Flüssigkeitsmengen entwickelt. Alle Systeme sind Vertreter neuer Produktlinien die sich parallel zum bekannten Armaturenprogramm weiterentwickeln werden und sind in die neue Sparte Klimatechnik eingruppiert. 2003 feierte KARASTO sein 75 jähriges Jubiläum.
2. Wasserschlauch-Armaturen
Es soll im Folgenden ein grober Überblick über Wasserschlauch-Armaturen vermittelt werden. Diese Abhandlung kann deswegen nicht den Anspruch auf Vollständigkeit erheben.
Wasserschlauch-Armaturen werden zum Anschluss von Schläuchen an Aggregate, zum Verbinden von Schläuchen untereinander, zum Verbinden von Schlauch- und Rohrleitungen und zur Wasser- und Strahlregulierung eingesetzt. Gängige Werkstoffe für Wasserschlauch-Armaturen sind heutzutage Messing und Kunststoffe. Bei Wasserschlauch-Armaturen mit Gewinden handelt es sich um Rohrgewinde für nicht im Gewinde dichtende Verbindungen. Es kommt deswegen die DIN ISO 228, Teil 1, (Whitworth-Rohrgewinde) zur Anwendung. Die Wasserschlauch-Armaturen bei KARASTO sind alle flachdichtend. Flachdichtende Außengewinde weisen am Gewindeanfang eine Planfläche auf, die in Verbindung mit dem Flachdichtungsring des Mutterteils zum Dichten benützt wird. Mutterteile haben am Ende der Tülle einen Hinterstich, der zur Aufnahme eines Flachdichtringes dient.
Zur vollständigen Charakterisierung einer Wasserschlauch-Armatur gehören neben der Angabe der Gewindegröße auch die Angabe über die Nennweite NW (freier Durchgang/Innendurchmesser) sowie die Schlauch-Lichtweite l.W. (Innendurchmesser des Schlauches).
Beim Montieren von Wasserschläuchen mit Wasserschlauch-Armaturen wird der Wasserschlauch über die Tülle der Wasserschlauch-Armatur geschoben. Die Länge der Tülle sowie das Tüllenprofil (Rippenmarkierungen) verleihen dem Schlauch einen gewissen Halt. Es ist zu beachten, daß die Tüllenrippen nicht zu scharfkantig sind, um die Schlauchseele nicht zu verletzen. Der Halt des Schlauches wird übrigens beim KARASTO-Tüllenprofil durch eine erhöhte Endrippe noch verbessert. Ein sicherer Halt des Schlauches kann allerdings nur durch Schlauchschellen erzielt werden. (Siehe hierzu Punkt 2.19.)
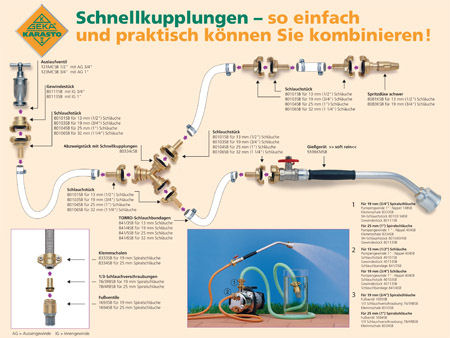
Die folgende Seite gibt unterschiedliche Armaturen-Kombinationsmöglichkeiten wieder: (klicken Sie auf die Abbildung, um diese in voller Größe darzustellen)
2.1. GEKA plus-Schnellkupplungen
 1932 1932 |
 1999 1999 |
Wie bereits ausgeführt, geht die GEKA plus-Schnellkupplung aus der Giersberg-Feuerlöschkupplung hervor. Die Idee war, Wasserschläuche in unterschiedlichen Abmessungen und Qualitäten schnell und sicher miteinander zu verbinden.
Wichtig war und ist, dass dazu, wie früher üblich, keine Mutter- und Vaterteile benötigt werden. Bei allen GEKA-Schnellkupplungen wie Schlauchstücken, Innengewindestücken und Außengewindestücken, ist deswegen der Kupplungskopf mit seinen Klauen (Klauenabstand 40 mm) und seinen schräg verlaufenden Kuppelleisten gleich.
GEKA-Kupplungen sind lieferbar in Messing warmgepresst, Messing verchromt, Kunststoff (Polyamid glasfaserverstärkt), Leichtmetall (Aluminium warmgepresst) und Edelstahl (V4A, Wachsausschmelzverfahren). Der integrierte Hochleistungs-Formdichtring wird serienmäßig in Perbunan geliefert. Für besondere Einsatzzwecke ist er auch in Naturkautschuk, EPDM und FKM (Fluorkautschuk) nach DIN ISO 1629 lieferbar. Konstruktion und Material spielen bei der Dichtung eine sehr wichtige Rolle. GEKA plus-Schnellkupplungen verbinden Wasserschläuche von G 3/8″ (10 mm l.W.) bis G 1 1/2″ (38 mm l.W.). Bei Gewindestücken sind alle Gewindegrößen von G 1/4″ (Innen- und Außengewinde) bis G 1 1/2″ (Innen- und Außengewinde) lieferbar. Des Weiteren gibt es zum Verschließen eine Blindkupplung. GEKA plus-Schnellkupplungen werden zum Verbinden von Wasserschläuchen untereinander, zum Anschließen von Schläuchen an Aggregate und zum Anschließen an Rohre und Ventile in der Industrie, Bau- und Landwirtschaft, im Gartenbau sowie im privaten Haushalt eingesetzt.
Gegenüber den Kopien von GEKA-Schnellkupplungen weisen GEKA plus-Schnellkupplungen den doppelten Betriebsdruck und eine wesentliche Besserung im Unterdruckbereich auf.
2.1.1 GEKA plus-Schnellkupplungen für Trinkwasser
 |
Am 1. Januar 2003 ist in Deutschland die neue Trinkwasserverordnung (TrinkwV) in Kraft getreten. Diese novellierte Fassung der TrinkwV bezieht Komponenten der Wasserinstallation wie Rohre, Fittings und Armaturen verstärkt in Betrachtung.
Im Zuge der neuen TrinkwV wurde auch eine neue DIN-Norm erlassen, die DIN 50930/6. Diese Norm gibt Aufschluss über die verschärften Bestimmungen beim Einsatz metallischer Werkstoffe die mit Trinkwasser in Verbindung kommen. Die erlaubten Höchstwerte bei Messinglegierungen wurden dabei zum Teil erheblich reduziert, zum Beispiel Blei (Pb) und Arsen (As).
Die von uns verwendeten Messing-Legierungen für unsere GEKA plus-Schnellkupplungen entsprechen schon heute dem Standart der DIN 50930/6 und bieten daher maximale Sicherheit im Bereich von Trinkwasserinstallationen.
Kunststoffe und Gummiteile müssen die KTW- und DVGW W 270 Anforderungen erfüllen.
Seit dem 16.12.2002 liegt das Prüfergebnis des TZW Karlsruhe vor. Entsprechend dem Untersuchungsergebnis entsprechen unsere Dichtungen 300D den Anforderungen der KTW-Empfehlungen im Bereich Dichtungen D2.
Mit Schreiben vom 13.02.2004 wurden wir vom TZW Karlsruhe über die Prüfergebnisse nach dem DVGW Arbeitsblatt W 270 für unsere Formdichtringe 300D informiert.
Eine Bewertung der Ergebnisse für die Bereiche D1 und D2 (nach KTW-Empfehlung) kann derzeit nicht erfolgen, da die vorläufigen Bewertungsgrundlagen nach dem DVGW-Arbeitsblatt W 270 gemäß einem offiziellen Schreiben der DVGW-Hauptgeschäftsführung vom 12.06.2003 für die Bereiche D1 und D2 ausgesetzt sind.
Sofern Untersuchungsergebnisse nach W 270 im Rahmen eines Zertifizierungsverfahrens benötigt werden, ist der uns vorliegende Untersuchungsbericht für den Einsatzbereich Dichtungen ausreichend.
2.1.2 GEKA Xplus-Schnellkupplungen
 |
GEKA Xplus-Schnellkupplungen stellen eine Kombination von Hülsenverschraubungen mit GEKA plus-Schnellkupplungen dar.
 |
 |
 |
Für die professionelle Schlauchkonfektionierung also die preiswerte Alternative zur Presshülsen-Einbindung. Einfache Montage ohne teures Einpresswerkzeug (Schraubenschlüssel genügt).
Beim Einbinden wird eine absolut einwandfreie und feste Verbindung von Schlauch und Armatur erreicht. Die Art der Einbindung schützt vor Schmutznestern zwischen Schlauchseele und Schlauchstutzen. Es kann keine Totraumbildung entstehen, und es wird ein optimaler Sicherheits- und Hygienestandard erreicht. GEKA Xplus-Schnellkupplungen sind deswegen für den Einsatz von Schlauchleitungen die der Trinkwasserverordnung entsprechen müssen, hervorragend geeignet.
2.2. GEKA 2000-Schlauch- und Gewindestücke
 |
 |
Original GEKA 2000 Schnellkupplungen stellen eine sinnvolle Erweiterung und technische Weiterentwicklung innerhalb der GEKA Familie dar. Die 360° axiale Drehbarkeit der Schlauchtüllen und Gewindeanschlüsse bietet viele Vorteile für den täglichen Einsatz. Verhinderung von lästigem Schlauchdrall. Optimale Schlauchschonung und -sicherheit. Kein bewegungsbedingter gefährlicher Schlauchknick.
2.3. GEKA-Saug- und Hochdruck-Schraubkupplungen
 |
 |
GEKA-Schnellkupplungen können konstruktionsbedingt nur in bestimmten Druckbereichen eingesetzt werden. Für höhere Drücke, wie sie zum Beispiel bei Pump- und Druckaggregaten auftreten, wurde deswegen bereits Anfang der 60er Jahre eine Weiterentwicklung notwendig. Bei GEKA-Saug- und Hochdruck-Schraubkupplungen wird die Tülle samt Dichtung im Kupplungskopf geführt und kann mit einem Verschraubring mit der Gegenseite, Dichtung gegen Dichtung, verschraubt werden. Durch das beschriebene Konstruktionsprinzip können Druckbeständigkeiten bis ca. 80 bar erreicht werden. Auch bei Saug- und Hochdruck-Schraubkupplungen sind Wasserschläuche in unterschiedlichen Abmessungen und Qualitäten schnell miteinander kuppelbar. Alle GEKA-Saug- und Hochdruck-Schraubkupplungen sind sowohl untereinander als auch mit GEKA-Schnellkupplungen kombinierbar. Saug- und Hochdruck-Schraubkupplungen werden aus Messing Warmpressteilen und Messing Drehteilen hergestellt. Für die Kunststoff-Ausführung, die unter anderem auch für Atemschutzgeräte eingesetzt wird, kommt Polyoxymethylen sowie Niederdruck-Polyethylen zum Einsatz. Die Dichtringe, die serienmäßig aus Perbunan hergestellt werden, können anwendungsbezogen auch aus Naturkautschuk und FKM (Fluorkautschuk) nach DIN ISO 1629 geliefert werden. Zum Erzielen der notwendigen Druckbeständigkeit wird der Dichtungsring mit einem innenliegenden Messing-Haltering stabilisiert. GEKA-Saug- und Hochdruck-Schraubkupplungen aus Messing sind lieferbar für Wasserschläuche von 1/2″ (13 mm l.W.) bis 1 1/4″ (32 mm l.W.) sowie mit Außengewinde (für Gewinde G 3/4″ und Gewinde G 1″). Bei Kunststoff-Saugkupplungen beschränkt sich das Programm auf Schlauchstücke 3/4″ (19 mm l.W.) und 1″ (25 mm l.W.) sowie auf das Außengewindestück G 3/4″. Saug- und Hochdruck-Schraubkupplungen werden für Wasser-, Saug- und Hochdruckschläuche, Druck- und Pumpaggregate in der Industrie, Bau- und Landwirtschaft, im Gartenbau sowie in privaten Haushalten eingesetzt.
2.4. Stecksysteme aus Messing und Kunststoff
Die aus dem Gas- und Druckluftbereich bekannten Metall-Steckkupplungen wurden Anfang der 60er Jahre modifiziert und somit für Wasserschläuche einsetzbar gemacht.
 |
 |
|
|
 |
Ein Stecksystem besteht aus Steckdosen sowie Steckern. Bei Steckdosen unterscheidet man Steckdosen mit Innen- und Außengewinde sowie Dosen mit selbstschließendem Ventil. Stecker werden als Schlauchstecker, Gewindestecker usw. angeboten. Weitere Varianten runden das Programm ab. Im Vergleich zum Kunststoff-Steckprogramm nehmen sie einen untergeordneten Rang ein.
Firma GARDENA gelang Mitte der 60er Jahre in zweifacher Hinsicht eine Innovation: man ersetzte die bis dahin üblichen Kupplungen mit Klemmen durch ein mit einem einfachen Handgriff aufsteckbares Verbindungsstück und fertigte die bereits bekannten Metallsteckkupplungen aus Kunststoff. Es entstand das GARDENA-Schlauchstecksystem.
Kunststoff-Schlauchstecksysteme mit ihren sinnvollen Accessoires sind heutzutage gerade aus den privaten Haushalten und Gärten nicht mehr wegzudenken.
2.5. KARASTO 2000-Schlauchverschraubungen
 |
 |
Die neue Generation, eine sinnvolle Erweiterung und technische Weiterentwicklung innerhalb der KARASTO Wasser- und Industrieschlauch-Armaturenfamilie. Die 360° axiale Drehbarkeit der Schlauchtüllen und Gewindeanschlüsse unter Druck- oder Saugbelastung bietet viele Vorteile für den täglichen Einsatz. Verhinderung von lästigem Schlauchdrall. Optimale Schlauchschonung und -sicherheit. Kein bewegungsbedingter gefährlicher Schlauchknick.
2.6. 1/3-Schlauchverschraubungen mit Bund und O-Ring
 |
Diese Art der Schlauchverschraubungen wird hauptsächlich zum Anschluss von Schläuchen an Aggregate mit Innengewinde eingesetzt. Der O-Ring der 1/3-Schlauchverschraubung erspart andere Dichtmaterialien wie Hanf oder Teflon. Bei den in diesem Kapitel beschriebenen Armaturen handelt es sich in der Regel um Drehteile aus Messing.
2.7. 1/3-Schlauchverschraubungen „Sauger“ mit Sechskant
 |
Sauger werden ebenfalls zum Anschließen von Schläuchen an Aggregate mit Innengewinde eingesetzt. Als Dichtungen werden in der Regel Flachdichtringe verwendet. Der sich zwischen Schlauchtülle und Gewinde befindliche Sechskant dient in Verbindung mit einem Schlüssel als Einschraubhilfe. Sauger sind als Dreh- und Warmpressteile im Handel.
2.8. KARASTO-Schlauchverschraubungen (schwere Ausführung)
 |
 |
KARASTO-Schlauchverschraubungen gibt es als 1/3-, 2/3-, und 3/3-Verschraubungen. Gebräuchlich sind auch die Bezeichnungen Vaterteil, Mutterteil und ganze Verschraubung. Bei allen Tüllen handelt es sich um Drehteile aus Messing und die Knebel-Überwurfmuttern bestehen aus Pressmessing. Zur Verbesserung des Schlauchsitzes weist die Tülle von KARASTO-Schlauchverschraubungen eine erhöhte Endrippe auf. Um Schläuche miteinander verbinden zu können, benutzt man eine 1/3-Schlauchverschraubung (Vaterteil) und eine 2/3-Schlauchverschraubung (Mutterteil). Durch die vorgenannte Kombination ist eine 3/3-Verschraubung (ganze Verschraubung) entstanden. Zum Anschluss von Schläuchen an Auslaufventile und Aggregate mit Außengewinde kommen 2/3-Schlauchverschraubungen mit Knebel- oder Rändel-Überwurfmutter zum Einsatz. Bis Ende der 60er Jahre war die hier beschriebene Schlauchverschraubung neben der GEKA-Schnellkupplung das klassische System, um Wasserschläuche miteinander zu verbinden. Durch das Kunststoff-Stecksystem hat sich eine anwendungsbedingte Aufteilung am Verbrauchermarkt ergeben. KARASTO-Schlauchverschraubungen werden in der Industrie und im gewerblichen Gartenbau eingesetzt.
2.9. Schlauchverschraubungen (leichte Ausführung)
Leichte Schlauchverschraubungen stellen das Pendant zu KARASTO-Schlauchverschraubungen dar. Sie bestehen ebenfalls aus Messing. Die Knebel-Überwurfmuttern und die Schlauchtüllen werden aber nach dem Druckgussverfahren hergestellt. Neben den herstellungsbedingten Unterschieden sind sie in puncto Wandstärke etwas schwächer ausgelegt. Weiterhin sind auch kürzere Baulängen vorzufinden und die erhöhte Endrippe fehlt. Leichte Schlauchverschraubungen sind preiswert und werden vorzugsweise im gewerblichen und Hobby-Gartenbau eingesetzt.
2.10. 2/3-Winkel-Schlauchverschraubungen 90°
 |
Überall dort, wo eine bestimmte Schlauchführung notwendig ist, oder ein Abknicken des Schlauches vermieden werden soll, werden Schlauchverschraubungen 90° eingesetzt. Die Winkeltüllen sind aus Messing Guss, die Knebel-Überwurfmuttern mit Innengewinde sind Messing-Warmpressteile (Messing blank oder Messing verchromt). Für viele Anwendungsbereiche kommen auch Ausführungen in Kunststoff (z.B. Polypropylen) zum Einsatz.
2.11. Standrohrverschraubungen
 |
 |
Standrohrverschraubungen bestehen aus einem Gewindenippel und einer 2/3-Verschraubung und dienen zum Anschließen von Schläuchen an Aggregate sowie an Rohrleitungen. Nippelseitig sind Standrohrverschraubungen mit Innengewinde oder Außengewinde, je nach Gewindeausführung des anzuschließenden Aggregats, lieferbar. Wie bei den Schlauchverschraubungen unterscheidet man eine schwere Ausführung aus Messing-Drehteilen mit erhöhter Endrippe an der Schlauchtülle sowie preiswertere Standrohrverschraubungen, bei denen die Tüllen aus Messing-Druckguss gefertigt sind. Im Vergleich zu 1/3-Schlauchverschraubungen und Saugern bieten Standrohrverschraubungen den Vorteil, daß Schläuche verdrehungsfrei an- und abgeschraubt werden können.
2.12. KARASTO 2000-Gewindenippel
 |
|
Die neue Generation, eine sinnville Erweiterung und technische Weiterentwicklung innerhalb der KARASTO-Armaturenfamilie. Die 360° axiale Drehbarkeit der Gewindeanschlüsse unter Druck- oder Saugbelastung bietet viele Vorteile für den täglichen Einsatz. (Nicht geeignet als Gleitlager für den Dauerbetrieb.)
2.13. Gewindenippel mit Sechskant
 |
 |
 |
Gewindenippel haben wir schon kurz bei den Standrohrverschraubungen kennengelernt. (Sie werden in Kombination mit 2/3-Verschraubungen als Standrohrverschraubungen eingesetzt.) Des Weiteren bieten Gewindenippel ein vielseitiges Einsatzspektrum als Verbindungs- und Anschlusselemente für Rohre, Aggregate, Maschinen etc. Für diverse Anwendungsfälle gibt es Gewindenippel mit Außengewinde, Reduzier-Gewindenippel mit Außengewinde, Reduzier-Gewindenippel mit Innen-/Außengewinde und Reduzier-Gewindenippel mit Außen-/Innengewinde. Entsprechend den Gewindegrößen und Nennweiten werden Gewindenippel als Messing-Drehteile und Messing-Druckgussteile gefertigt. Wegen der nicht im Gewinde dichtenden Eigenschaft des Whitworth-Rohrgewindes empfiehlt sich der Einsatz von Flachdichtringen.
2.14. Abzweigstücke
 |
 |
 |
Zum anschlussseitigen Verzweigen von Schläuchen oder zum Verzweigen innerhalb von Schlauchsträngen bedient man sich der Abzweigstücke. Die einfache Form der Abzweigstücke hat im Zuflussbereich ein Innengewinde, (z.B. für den Anschluss an ein Auslaufventil) und an beiden Abgangsseiten ein Außengewinde. Komfortablere Versionen von Abzweigstücken werden montiert mit GEKA-Schnellkupplungen geliefert. Als Werkstoff kommt Messing (Warmpressteile) zum Einsatz. Teilweise wird auch Messing-Druckguss verwendet, wobei hier druckgussbedingte Fehler wie Leckstellen nicht hundertprozentig zu vermeiden sind. In speziellen Fällen, wo Leichtigkeit und Resistenz gegenüber bestimmten Medien gefragt sind, sind Abzweigstücke aus Kunststoff (z.B. Polyamid glasfaserverstärkt) im Einsatz.
2.15. Zweiweg-Ventile
 |
 |
Zweiweg-Ventile sind Abzweigstücke, bei denen die beiden Abgangsseiten durch Ventile wahlweise abgestellt werden können. Neben den herkömmlichen Ventilmechanismen kommen auch Kugel-Ventile zum Einsatz. Man unterscheidet Zweiweg-Ventile mit Innen-/Außengewinde, mit drehbarer Überwurfmutter und Außengewinde sowie mit GEKA-Schnellkupplungen.
2.16. Schlauchverbindungen
|
|
Um Wasserschläuche in einer einfachen Weise verbinden, verlängern oder reparieren zu können, sind Schlauchverbindungen immer noch ein probates Mittel. Im Gegensatz hierzu stehen Verbindungen aus GEKA-Schnellkupplungen oder Schlauchverschraubungen. Schlauchverbindungen lassen sich grob in folgende Kategorien einteilen:
– KARASTO-Schlauchverbindungen, schwere Ausführung, Messing, Drehteile mit erhöhten Endrippen
– Mittelschwere Ausführung, Messing (Druckguss)
– Leichte Ausführung, Messing-Blech, gedrückt
– KARASTO-Schlauchverbindungen aus Kunststoff (Polyethylen) mit erhöhten Endrippen
– Schlauchverbindungen aus Kunststoff (Acetalcopolymerisat) in gerader Form, T-Form, L-Form und Y-Form
2.17. KARASTO-Spritzdüsen (schwere Ausführung)
 |
Die Grundform der KARASTO-Spritzdüse ist Anfang der 30er Jahre im Haus KARASTO entstanden. Im Laufe der Jahre erfuhr sie Weiterentwicklungen und Verbesserungen. Das Konstruktionsprinzip erlaubt es, den Wasserfluss abzustellen und stufenlos regulierbar vom Sprühen bis zum Vollstrahl zu gestalten. KARASTO-Spritzdüsen gibt es mit Schlauchtüllen, Innengewinde, Außengewinde und mit GEKA-Schnellkupplungen. Alle Metallteile bestehen aus Messing (Warmpressteile) und Drehteile. Die eingebaute Siebplatte mit Dichtkegel besteht aus einem Messing-Kegel, der mit Polyamid umspritzt wird. KARASTO-Spritzdüsen unterscheiden sich von Nachbauten dahingehend, dass KARASTO-Spritzdüsen über einen Messing-Kegel (Metall auf Metall) im Mundstück und nach hinten zum Anschluss mit einem O-Ring abdichten. Spritzdüsen in schwerer Ausführung werden in der Industrie, in der Bauindustrie, im gewerblichen Gartenbau etc. eingesetzt. Bei Vollstrahleinstellung kann ein relativ harter Wasserstrahl erzielt werden.
2.18. GEKA-Gartenspritzdüsen (Siro-Spritzdüsen)
 |
Die GEKA-Gartenspritzdüse fußt auf einem Konstruktions- und Fertigungsprinzip der Fa. Schatt in Nürnberg. Die Fa. Schatt war übrigens die älteste Armaturen-Fabrik Deutschlands, nachweislich 800 Jahre alt. GEKA-Gartenspritzdüsen sind in ihrer Funktion ebenfalls abstellbar und regulierbar vom Sprühen bis zum Vollstrahl. Geliefert werden können sie mit Schlauchtüllen für unterschiedliche Schlauchgrößen sowie mit GEKA-Schnellkupplungen. GEKA-Gartenspritzdüsen dichten mit einem im Spritzenkopf eingelassenen Dichtungsplättchen gegen die Spritzenkappe ab. Für GEKA-Gartenspritzdüsen werden Messing-Press- und -Drehteile eingesetzt. Der Spritzenkopf wird durch Umspritzen von Messing-Teilen mit einem Acetalcopolymerisat hergestellt. Früher weitestgehend als Hobby-Gartenspritzdüse eingesetzt, verliert sie immer mehr an Bedeutung und wird durch Kunststoff-Spritzdüsen mit Steckanschluss verdrängt.
2.19. Auslaufventile
 |
Bekannt durch ihren vielseitigen Einsatz in Industrie, Haushalt, Garten etc. sind Auslaufventile weit verbreitete Armaturen, die natürlich u.a. zum Anschluss von Wasserschläuchen dienen. Aus optischen Gründen sowie aus Gründen der Beständigkeit unterscheidet man Ausführungen in Messing matt, Messing poliert, Messing matt-verchromt und Messing poliert-verchromt. Die bei Auslaufventilen eingesetzten Ventil-Oberteile dichten über eine Gummi-Dichtscheibe ab. Um Wasserschläuche an Auslaufventilen anschließen zu können, werden bekannterweise 2/3-Schlauchverschraubungen mit Knebel-Überwurfmuttern/Rändel-Überwurfmuttern oder GEKA-Schnellkupplungen eingesetzt. Für besondere Anwendungszwecke wird zwischen 2/3-Verschraubung und Auslaufventil ein Rückflussverhinderer mit Belüfter eingebaut. Entsprechende Auslaufventile haben einen wachsenden Marktanteil und werden vorwiegend in Haushalten eingesetzt. Auslaufventile werden in der Regel aus Messing hergestellt (Warmpress- und Gussteile).
2.20. Kugel-Auslaufventile
 |
Kugel-Auslaufventile weisen gegenüber den konventionellen Auslaufventilen Vorteile auf. Die bei den Auslaufventilen bekannten Undichtigkeiten (Gummidichtscheibe Ventiloberteil) treten bei Kugel-Auslaufventilen nahezu nicht auf. Kugel-Auslaufventile garantieren im geöffneten Zustand einen freien Wasserdurchgang, während bei Auslaufventilen die Ventildichtungsscheibe auch bei voller Öffnung negativ in den Volumenstrom eingreift. Der Korpus bei Kugel-Auslaufventilen besteht aus warmgepresstem Messing mit einem Nickelüberzug als Schutzschicht. Die Kugel besteht ebenfalls aus Messing und ist hartverchromt. Für einfache Modelle werden Stahlkugeln eingesetzt, wobei hier mit einer frühzeitigen Korrosion zu rechnen ist. Als Dichtungselement fungieren Teflon-Dichtringe. Bei den Bedienungshebeln unterscheidet man Ausführungen aus lackiertem Aludruckguss und Ausführungen aus unterschiedlich behandeltem Stahl.
2.21. Fußventile
 |
 |
Fußventile werden in Verbindung mit Pumpen-Aggregaten eingesetzt. Sie werden dazu am Ende eines Saugschlauches eingebaut. Der Ventil-Mechanismus, bestehend aus einem Ventil-Teller mit Dichtung und Feder, verhindert, dass beim Abschalten der Pumpe das Wasser im Schlauch zwischen Fußventil und Pumpe ausläuft. Beim Wiedereinschalten der Pumpe steht somit sofort eine einwandfreie Saugleistung zur Verfügung. Zum Schutz der Pumpe ist am Ventilkörper ein Saugkorb angebracht, der grobe Schmutzteile, die sich im Wasser befinden können, zurückhalten soll. Der Saugkorb kann entweder aus einem feinmaschigen Nirostahlgeflecht oder aus einem geschlitzten Messingzylinder bestehen.
2.22. Schlauchklemmen, Klemmschalen
 |
Ein wichtiges Hilfsmittel zum Einbinden von Wasserschläuchen stellen Schlauchschellen dar. In der Regel reichen die unter Punkt 2 genannten Konstruktionsmerkmale einer Schlauchtülle nicht aus, den Wasserschlauch unter Druck sicher auf der Schlauchtülle zu halten. In den Anfängen der Wasserschlauch-Armaturen hat man sich damit beholfen, den Schlauch mittels eines festgezurrten Drahtes auf der Schlauchtülle zu halten. Die Entwicklung von Schlauchbandagen bedeutete einen komfortableren und sichereren Schritt gegenüber dem Draht. Schlauchbandagen bestehen aus einem Stahlband mit unterschiedlichen Breiten. Zum Transport des Schlauchbandes innerhalb des Schraubengehäuses ist das Band geprägt. Die Ausbildung der Bandkanten ist wegen der Verletzungsgefahr des Schlauches sehr wichtig. Zur Vermeidung von Korrosion werden Chromstähle oder verzinkte Stähle eingesetzt. Bekannter weise gibt es Schläuche mit unterschiedlichen lichten Weiten und unterschiedlichen Außendurchmessern. Es werden deswegen Schlauchbandagen mit entsprechenden Spannbereichen angeboten. Durch Zudrehen der Schraube im Schraubengehäuse wird das Schlauchband zugezogen und der Schlauch wird fest auf die Schlauchtülle gepresst. Eine Variante zu den Schlauchbandagen stellen Schlauchbinder dar. Bei Schlauchbindern wird das Stahlband mittels eines Schlosses zugezogen. Für höhere Drücke kommen Klemmschalen (s. Bild) und hydraulische Einbindungen zum Einsatz.
 |
2.23. Schlauchgießgeräte und Zubehör
2.23.1 Schlauchgießgeräte
GEKA-Schlauchgießgeräte sind speziell auf ein schonendes Gießen der Pflanzen ausgelegt. Eine reiche Auswahl an unterschiedlichen Gießköpfen sorgen für einen weichen Wasserschleier, der in seiner Wirkung dem natürlichen Regen nahe kommt. Einhandschnellschlussventile oder Kugelventile werden Gerätetypabhängig zur Mengenregulierung eingesetzt. Die Aluminiumauslaufrohre sind in unterschiedlichen Längen erhältlich.
2.23.2 Zubehör
GEKA-Schlauchgießgeräte können mit einer Vielzahl von unterschiedlichen Gießköpfen und Düsen kombiniert werden. Die Auswahl des Gießkopfes richtet sich nach der zu gießenden Fläche, nach der Art des Wasserschleiers und nach dem Werkstoff (Messing, Edelstahl, Aluminium). Bei Gießwasser, dem Dünger zugesetzt wurde, sollte man Edelstahlkomponenten einsetzen.
 |
2.24. GEKA-Gießbrausen
Die GEKA-Gießbrause ist ein handliches Gerät zur Wasserdosierung für Freilandpflanzen und Gewächshauskulturen. Sie ist wie die Schlauchgießgeräte mit einer Vielzahl von Düsen und Brausen kombinierbar.
 |
3. Werkstoffe für Wasserschlauch-Armaturen – Herstellung von Wasserschlauch-Armaturen
3.1. Werkstoffe für Wasserschlauch-Armaturen
Als Werkstoffe für Wasserschlauch-Armaturen werden heutzutage vorwiegend Metall-Legierungen und Kunststoffe eingesetzt. Die Wahl des Werkstoffes richtet sich nach den erforderlichen Beständigkeiten sowie nach den benötigten Festigkeitswerten (Druckbelastung, Zugbelastung etc.).
Metall-Legierungen
Im Bereich der Metall-Legierungen dominiert Messing (CW 617 N oder CW 614 N), das entweder blank, verchromt oder vernickelt seine Anwendung findet. Messing stellt fertigungstechnisch (Urformen, Umformen, spanende Formgebung etc.) und wegen seiner Resistenz gegenüber gewissen Einflussmedien einen guten Kompromiss dar. Die Festigkeitswerte sind in Abhängigkeit vom Metallgefüge und von der Wandstärke ausreichend. Ohne durch die Rangfolge eine Wertung vornehmen zu wollen, sind weitere Metalllegierungen zu nennen wie Aluminium-Legierungen und Edelstahl.
Kunststoffe
Obwohl Kunststoffe heutzutage hinsichtlich Festigkeits- und Beständigkeitswerten ein interessantes Leistungsspektrum aufzuweisen haben, neigen Endverbraucher in Zweifelsfällen immer noch zur Metallausführung. Trotz alledem haben Kunststoffe bei Wasserschlauch-Armaturen ihren festen Platz eingenommen. Die moderne Spritzgusstechnologie gestattet es, komplexe Teilegeometrien einfach und wirtschaftlich herzustellen. Durch eine spezielle Farbgebung der Kunststoff-Produkte kann ein Bezug zum Markenartikel und somit zum Produzenten hergestellt werden. Entsprechend dem Anforderungsprofil, dem eine Kunststoff-Armatur am Markt unterliegt, können aus der reichhaltigen Kunststoff-Palette die passenden Kunststoffe ausgewählt werden. Für Wasserschlauch-Armaturen werden normalerweise die Kunststofftypen Acrylnitril-Butadien-Styrol, Polyacetale, Polyethylene, Polypropylene und Polyamide verwendet. Der Einsatz von Kunststoff-Wasserschlauch-Armaturen ist im Bereich des normalen Wasserleitungsdrucks und bei normalen Temperaturen unbedenklich. In ihrer Resistenz gegenüber Einflussmedien sind sie in vielen Fällen Metall-Legierungen überlegen.
Dichtungen
Dichtungen sind, nomen est omen, sehr wichtige Bauteile bei Armaturen. Sie tragen unter Berücksichtigung von unterschiedlichen Drücken, Temperaturen, Lebensmittel- und Trinkwasserbeständigkeit und Medien zur Dichtigkeit bei. Sie kommen mit und ohne Gewebeverstärkung zum Einsatz. Ohne Anspruch auf Vollständigkeit werden NBR, FKM (Fluorkautschuk) nach DIN ISO 1629, FPM, PVC, EPDM, Cobrit etc. als Werkstoffe eingesetzt.
3.2. Herstellungsarten von Wasserschlauch-Armaturen
Die im Folgenden wiedergegebenen Herstellungsarten sind entsprechend ihrer Verbreitung bei der Herstellung von Wasserschlauch-Armaturen ausgewählt worden. Auf bestimmte Varianten wurde nicht eingegangen.
Zerspanende Formgebung (Drehteile)
Ein sehr verbreitetes Herstellungsverfahren ist die spanende Fertigung. Mit speziellen Schneidewerkzeugen können Tüllenformen, Gewinde, Hinterstiche, Bohrungen etc. gefertigt werden. Die maschinellen Grundlagen bilden Drehmaschinen, Drehautomaten, Bearbeitungszentren und Sondermaschinen. Ausgangsmaterial für die Herstellung von Messing-Armaturen sind Messing-Rohre und Messing-Stangen, die in genormten Abmessungen erhältlich sind. Drehteile im Bereich der Wasserschlauch-Armaturen sind z.B. 1/3-Verschraubungen, Gewindenippel, Schlauchverbindungen etc.
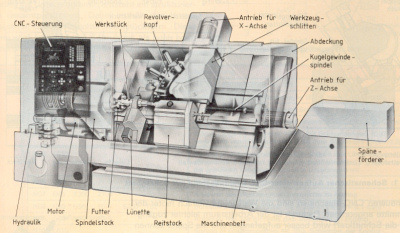
CNC-Drehmaschine
Warmumformen (Schmiedeteile)
Beim Warmumformen wird z. B. ein zylindrischer Abschnitt einer Messing-Stange in die Rohform einer GEKA-Kupplung umgeformt. In einzelnen Fertigungsschritten aufgeteilt kann man sich das wie folgt vorstellen:
Ein zylindrischer Abschnitt einer Messing-Stange (Messing-Rohr) wird in einem Glühofen auf ca. 700° C erwärmt. Danach wird das glühende Teil in das Presswerkzeug einer hydraulischen Presse eingelegt. Das Presswerkzeug besteht aus einem Ober- und einem Unterteil, in die Hohlräume eingearbeitet sind, die der Form der GEKA-Schnellkupplung entsprechen. Durch schnelles Schließen der Werkzeughälften unter Druck wird der Werkstoff in die Form gezwungen. Es entsteht die GEKA plus-Schnellkupplung. Überschüssiger Werkstoff, der in der Werkzeugtrennebene austritt und einen Grat bildet, muss in einem nachfolgenden Arbeitsgang entfernt werden. Weitere wichtige Arbeitsgänge wie spanende Formgebung (Gewinde, Tüllenform, Dichtungssitz, Bohrung), Beizen und Kugelpolieren schließen sich an, bis eine verkaufsfähige GEKA plus-Schnellkupplung vorliegt.
Bei Messing-Schmiedeteilen bleibt im Metall der Faserverlauf erhalten und das Metallgefüge wird verfeinert. Das Warmumformverfahren ist für Eisen- und Nichteisenmetalle einsetzbar. Typische Warmpressteile sind GEKA plus-Schnellkupplungen, Knebel-Überwurfmuttern für 2/3-Verschraubungen, Mundstücke für Spritzdüsen etc.
Gießverfahren (Druckguss)
Gussteile werden im Vergleich zu Drehteilen und Schmiedeteilen in vielen Fällen wirtschaftlicher hergestellt. Weiterhin kann man auch auf teure Messingstangen und Messingrohre verzichten. Teilweise können Messingabfälle eingesetzt werden. Aus den zahlreichen Gießverfahren hat sich für Messing-Wasserschlauch-Armaturen das Druckgussverfahren herauskristallisiert. Beim Druckgussverfahren wird eine Messing-Schmelze unter Druck mit hoher Geschwindigkeit in eine mehrteilige beheizte Druckgussform gepresst. Es können dünnwandige Armaturen mit schwierigen Formen maßgenau und mit guter Oberflächengüte hergestellt werden.
Je nach Druckgussformgestaltung können mehrere Armaturen-Teile in eine Form gelegt werden, so dass bei einem Fertigungszyklus gleichzeitig mehrere Teile hergestellt werden können. Beim Druckgussverfahren handelt es sich um ein maschinell einfaches und schnelles Fertigungsverfahren, mit wenigen bis keinen Nacharbeitungsgängen. Nachteile bei Gussteilen sind im Vergleich zu Dreh- und Schmiedeteilen geringer Festigkeitswert sowie Lunker. Lunker können Anlass für Undichtigkeiten und ein potentieller Ausgangspunkt für Materialbrüche sein. In manchen Fällen müssen Gussteile noch einer spanenden Formgebung unterzogen werden. 1/3-Schlauchverschraubungen (Leichte Ausführung), „Sauger“, Schlauchverbindungen etc. sind typische Vertreter des Druckgussverfahrens.
Kunststoff-Spritzgießverfahren
Das Kunststoff-Spritzgießverfahren ist aus unserer heutigen Technologie nicht mehr wegzudenken. Die Vielfalt der Kunststoffteile, wie sie im Automobil-, Elektro-, Medizin-, Haushalt-, Werkzeug- und Sanitärbereich eingesetzt werden, können wirtschaftlich nur nach dem Kunststoff-Spritzgießverfahren hergestellt werden.
Beim Kunststoff-Spritzgießverfahren wird mittels einer Spritzgießmaschine eine Kunststoffschmelze unter Druck mit hoher Geschwindigkeit in eine temperierte Spritzgussform eingespritzt. Es können dünnwandige Teile mit schwierigen Formen maßgenau und mit hoher Oberflächengüte hergestellt werden. Die Formbelegung mit mehreren Teilen gestattet einen hohen Mengenausstoß pro Fertigungzyklus. Je nach Produktionsqualität können Ausgüsse und fehlerhafte Teile gemahlen und wieder dem Fertigungsprozess zugeführt werden.
Das Kunststoff-Spritzgussverfahren wird nahezu bei allen Kunststoff-Wasserschlauch-Armaturen eingesetzt
